
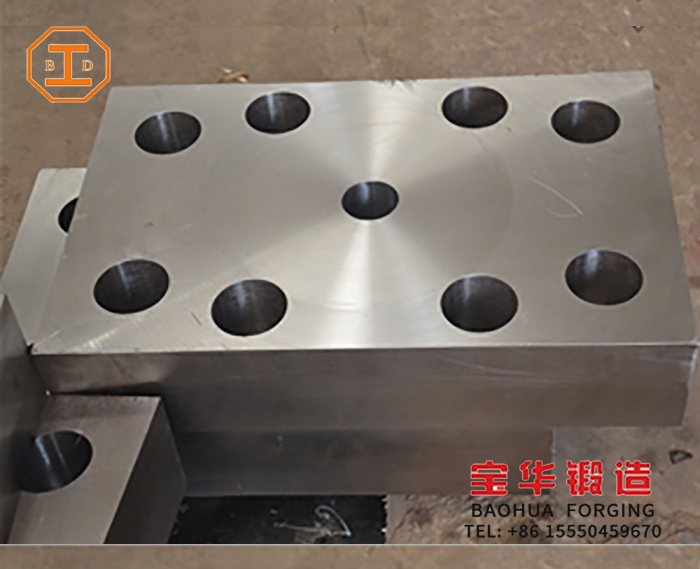
鍛造スチールバルブブロック
マルチスタンピング、ワンピース成形
鍛造設備の金型の動きと自由度がバラバラ。下死点の変形制限特性に応じて、鍛造設備は次の4つの形式に分けることができます。
1. 限定鍛造力の形態:スライドブロックを油圧で直接駆動する油圧プレス。
2.準ストローク制限モード:クランクリンケージを駆動するオイルプレス。
3.ストローク制限モード:クランク、コネクティングロッド、ウェッジメカニズムによって駆動されるスライダー付きの機械プレス。
4. エネルギー制限モード: ねじ機構を備えたねじおよび摩擦プレス。
加熱および繰り返し鍛造の後、それはまた顧客の要求に従って熱処理および仕上げを変調することができるので、鍛造を繰り返した後、鍛造比は高く、耐久性は良好であり、そしてそれは装置の主要な付属品のために適している。バルブブロックについては、当社は10kg-5000kg鍛造品を鍛造することができ、42CrMo、4140、4130、40Cr、20CrMnMo、18CrNiMo7-6、410SSを含む様々な材料を鍛造することができます。

鍛造金型
鍛造金型の運動モードによると、鍛造は回転鍛造、回転鍛造、ロール鍛造、クロスウェッジローリング、リングローリング、クロスローリングに分けることができます。回転鍛造、回転回転鍛造、リングローリングも精密鍛造にて加工可能です。材料の利用率を向上させるために、ロール鍛造とクロスローリングは、細い材料の前加工手順として使用できます。自由鍛造と同様に、回転鍛造も局所的に形成されます。その利点は、鍛造サイズに比べて鍛造力が小さい場合に成形できることです。この鍛造方法は、自由鍛造を含め、加工時に型面から自由面まで材料が膨張するため、精度を確保することが困難です。そのため、鍛造金型の運動方向をコンピュータで制御し、回転鍛造を行うことで、多品種・大型のタービンブレードなど、複雑な形状・高精度の製品を少ない鍛造力で得ることができます。
鍛造設備の金型の動きと自由度がバラバラ。下死点の変形制限特性に応じて、鍛造設備は次の4つの形式に分けることができます。
1. 限定鍛造力の形態:スライドブロックを油圧で直接駆動する油圧プレス。
2.準ストローク制限モード:クランクリンケージを駆動するオイルプレス。
3.ストローク制限モード:クランク、コネクティングロッド、ウェッジメカニズムによって駆動されるスライダー付きの機械プレス。
4. エネルギー制限モード: ねじ機構を備えたねじおよび摩擦プレス。
高精度を得るためには、下死点での過負荷防止、速度・金型位置の管理に注意が必要です。これらは鍛造公差、形状精度、金型寿命に影響を与えるためです。また、精度を維持するために、スライダのガイドクリアランスの調整、剛性の確保、下死点の調整、補助伝達装置の使用などにも注意が必要です。
鍛造品を使用しているあらゆる業界のお客様は、一度に1つのプロトタイプと小さなバッチから大量生産まで、任意の数の鍛造品の見積もりを要求できます。




